全国咨询热线17739069190

全国咨询热线
打造行业优秀品牌
点焊机的结构形式分为固定式、悬挂式;按电源类别分为工频、电容储能、次级整流、直流冲击被;按压力传动方式分为杠杆式、气压式、液压式,按电极类型分为单头、双头、多头.点焊机主要由点焊变压器、时间调节器、电极相加压机构等部分组成.降压变压器把380v或220v的交流电变成几伏至十几伏的分档可调低压电,它由次级线圈、初级线圈和变压器调节级数开关等组成.时间调节器(即断路器)是控制通电时间长短的电气装置,可由人工或自动控制.加压机构是使两电极压紧钢筋的装置,可利用脚踏板及杠杆推动压紧弹簧来实现.当踏下踏板时,带动压紧机构使上电檄压紫钢筋,同时断路器也接通电路,电流经变压器次级线圈引到电极,产生点焊作用;当放松脚踏板时,电极松开,断路器随着杠杆下降,断开电路,点焊结束.

另外,用户在使用时可参考下列工艺数据:
1、焊接时间:在焊接中低碳钢时,本焊机可利用强规范焊接法(瞬时通电)或弱规范焊接法(长时通电)。在大量生产时应采用强规范焊接法,它能提高生产效率,减少电能消耗及减轻工件变形。
2、焊接电流:焊接电流决定于焊件之大小、厚度及接触表面的情况。通常金属导电率越高,电极压力越大,焊接时间应越短。此时所需的电流密度也随之增大。
3、电极压力:电极对焊件施加压力的目的是为了减小焊点处的接触电阻,并保证焊点形成时所需要的压力。

&


中频点焊机能焊接低碳钢、不锈钢、镀锌板、铝合金、铜合金、高温合金、高强钢、热成形钢、钛合金等,我们所...

排焊机具有以下优点:1、在一个焊接循环内可同时焊接多个焊点。不仅生产率高,而且没有分流影响。因此可在...

1、外保养:清洁机器内外、无油污、无氧化皮及铁锈。配齐螺钉、螺母。2、内保养:内部清除灰尘、垃圾。检...

&...
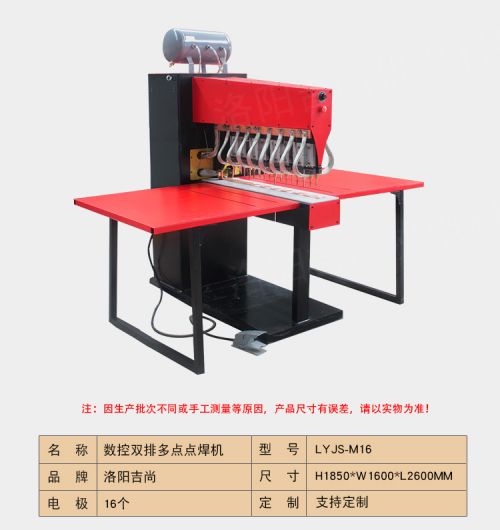
多头双排点焊机 名称数控双排点焊机规格2600*1600*1850型号LYJS-M16控制...

设备用途及结构

感谢公司老客户梁总,复购排焊机,祝梁总生意兴隆,我们正在为您安排发货中,请耐心等待。

郑州新创吕总购点焊机3台,正在为您安排发货

电阻焊机中的可控硅有什么作用?广泛用于自动控制,机电领域,工业电气和家用电器。可控硅是有...
服务热线:17739069190 QQ:3220733003 公司地址:河南省洛阳市伊滨区李村工业园区
Copyright © 2018 洛阳吉尚机电科技有限公司 版权所有 豫ICP备18023595号-2  豫公网安备 41031102000651号
豫公网安备 41031102000651号










